ТЕХНОЛОГИИ, ИНЖИНИРИНГ, ИННОВАЦИИ
Измеритель диаметра, измеритель эксцентриситета, автоматизация, ГИС, моделирование, разработка программного обеспечения и электроники, БИМ

Завершено техническое перевооружение производства минеральных удобрений компании “ФосАгро”
 Компания «ФосАгро» завершила очередной этап модернизации производства минеральных удобрений в Балаковском филиале АО «Апатит». С окончанием монтажа и началом всесторонних и полных опытно-промышленных испытаний преднейтрализатора — завершено техническое перевооружение узла нейтрализации на 4-й системе цеха фосфорных удобрений (ЦФУ). Проведенные работы позволят увеличить производительность линии при выпуске аммофоса с 60 до 65 тонн в час, NPS-удобрений — с 48 до 60 тонн в час. Объём капитальных вложений составил по проекту более 300 млн рублей. «Новое эффективное оборудование сделает 4-ю систему ЦФУ более гибкой, — заявил директор Балаковского филиала АО «Апатит» Андрей Шибнев. — Это очень важно в современных рыночных условиях, когда спрос быстро меняется, и необходимо оперативно «переключаться» с производства одного вида удобрений на другой, обеспечивая тем самым потребности аграриев. «В то время, когда пандемия многих лишила работы или заработка, сотрудники нашей организации были заняты в реализации крупного инвестиционного проекта в Балаковском филиале АО «Апатит», — заявил главный инженер ООО «Механик» Виталий Селивоненко.
Компания «ФосАгро» завершила очередной этап модернизации производства минеральных удобрений в Балаковском филиале АО «Апатит». С окончанием монтажа и началом всесторонних и полных опытно-промышленных испытаний преднейтрализатора — завершено техническое перевооружение узла нейтрализации на 4-й системе цеха фосфорных удобрений (ЦФУ). Проведенные работы позволят увеличить производительность линии при выпуске аммофоса с 60 до 65 тонн в час, NPS-удобрений — с 48 до 60 тонн в час. Объём капитальных вложений составил по проекту более 300 млн рублей. «Новое эффективное оборудование сделает 4-ю систему ЦФУ более гибкой, — заявил директор Балаковского филиала АО «Апатит» Андрей Шибнев. — Это очень важно в современных рыночных условиях, когда спрос быстро меняется, и необходимо оперативно «переключаться» с производства одного вида удобрений на другой, обеспечивая тем самым потребности аграриев. «В то время, когда пандемия многих лишила работы или заработка, сотрудники нашей организации были заняты в реализации крупного инвестиционного проекта в Балаковском филиале АО «Апатит», — заявил главный инженер ООО «Механик» Виталий Селивоненко.
— Мы сотрудничаем с ФосАгро более 10-ти лет, участвовали во всех проектах по модернизации оборудования. Принятые компанией меры по недопущению распространения коронавирусной инфекции затрагивали не только работников предприятия, но и нас — подрядчиков. Сегодня можно уверенно сказать, что соблюдение профилактических правил позволило не остановить производство и реализацию инвестиционной программы, гарантировало людям стабильный заработок».

Техническое перевооружение узла нейтрализации на 4-й системе прошло в рамках реализации первого этапа Стратегии развития компании «ФосАгро», рассчитанной до 2025 года. Разработчиком технологии и проектной документации выступил АО «НИУИФ».
Помимо преднейтрализатора в подразделении были установлены абсорбер пенный скоростной (АПС), углепластиковый брызгоуловитель, скрубберы Вентури. Преднейтрализатор в начале августа будет испытан при производстве NPS‑удобрений с последующим вводом в промышленную эксплуатацию.
Справка:
О компании ФосАгро (www.phosagro.ru) — российская вертикально-интегрированная компания, занимающая одну из лидирующих позиций в мире по объемам выпуска фосфорсодержащих минеральных удобрений и высокосортного апатитового концентрата с содержанием P2O5 39% и более.
Основная продукция компании «ФосАгро», включая фосфатное сырье, более 50 марок удобрений, кормовые фосфаты, аммиак и триполифосфат натрия, используются потребителями из 100 стран мира на всех обитаемых континентах. Приоритетными рынками сбыта продукции, помимо России и стран СНГ, являются страны Латинской Америки, Европы и Азии.
Компания «ФосАгро» является крупнейшим производителем фосфоросодержащих удобрений в Европе.
Группа «ФосАгро» на протяжении почти 20-ти лет демонстрирует впечатляющие темпы роста и социальную ответственность ведения бизнеса, став флагманом минерально-химической отрасли России и прочно заняв свою нишу на мировом рынке.
ПАО «ФосАгро» – вертикально-интегрированная отечественная компания, которая известна во всем мире как ведущий производитель фосфорсодержащих удобрений, одних из самых чистых и безопасных в мире.
Появившись после кризиса 1998 года, она за неполные двадцать лет превратилась в мирового лидера по производству высокосортного апатитового концентрата и европейского – по производству фосфорсодержащих удобрений. Ее продукцией пользуются сельхозпроизводители ста стран Европы и Азии, Американского и Африканского континентов.
История «ФосАгро» – прямое подтверждение тому, как верно расставленные приоритеты и назначенные стратегические цели позволяют достичь успеха, удерживать лидерские позиции в условиях столь нестабильного рынка.
Из истории
Начинался химический холдинг в 2001 году с объединения «Апатита», производившего сырье для фосфорных удобрений и бывшего тогда российским монополистом в этой сфере, подмосковного химкомбината «Воскресенские минудобрения» (позже, в 2006, был продан) и «Балаковские минудобрения». Он объединил химические активы Group Menatep. «Ведомости» писали, что 50%-ную долю в «ФосАгро» получили Андрей Гурьев, Игорь Антошин и Александр Горбачев, управлявшие горно-химическим бизнесом Ходорковского.
В состав «ФосАгро» также вошел «НИИ по удобрениям и инсектофунгицидам им. проф. Я. В. Самойлова», старейший в отрасли. Он специализировался на научно-прикладных разработках в области минеральных удобрений, солей и кислот.
А чуть позднее к ним присоединилось одно из самых передовых и мощных в России предприятий, производителей фосфорсодержащих удобрений, на долю которого приходилась треть всех производимых удобрений, ОАО «Аммофос». Именно здесь берет свое начало программа модернизации, направленная на создание гибких производственных линий, что позволяло переключаться с производства одного вида удобрений на другие оперативно, в зависимости от спроса, увеличивать объем выпуска фосфорсодержащих удобрений и повышать энергетическую безопасность предприятия. «ФосАгро» продолжает расширяться и укреплять вертикальную интеграцию. В него входят:
- ОАО «Череповецкий «Азот» (2004);
- ООО ПК «Агро-Череповец» (производство карбамида) (2006);
- ЗАО «Метахим» (24% акций) и ЗАО «Пикалевская сода» (21%) (2011) и др.
«ФосАгро» и «РУСАЛ» запустили в Череповце производство фторалюминия. Соглашение о сотрудничестве подписано в 2013 и рассчитано до 2034 года. Для обеих компаний вариант сотрудничества, предполагающего двукратный рост объемов производства фтористого алюминия, представляется вполне вероятным.
Признание
- К 2005 году компания признана лидером по продажам минеральных удобрений на рынках России и стран СНГ;
- В 2007 в качестве одного из инициаторов биржевой торговли минудобрениями Группа реализовала через Московскую биржу более 250 тонн, в 2008 – более 500.
- «ФосАгро» названа одной из самых успешных компаний отрасли, как сообщили «Ведомости» (2008);
- Группа становится в Европе самым крупным производителем серной кислоты (2009);
- В 2010 компания начинает строительство нового производства карбамида и ГТЭС в Череповце;
- «ФосАгро» стала первым российским холдингом, заключившим годовой контракт с Индией на поставку комплексных минеральных удобрений (NPK). Одновременно подписан контракт на три года на поставку диаммонийфосфата (DAP) в Индию;
- Запущено первое в современной российской истории новое производство карбамида полного технологического цикла (2012).
И это далеко не полный список побед группы.
День сегодняшний
У холдинга имеется уникальнейшее преимущество – собственные запасы фосфатного сырья высокого качества. Оно отличается низким содержанием вредоносных примесей. А наличие гибких производственных мощностей, низкий уровень издержек и вертикально интегрированная бизнес-модель позволяют ПАО «ФосАгро» обеспечивать сельхозпроизводителей в России и за рубежом широким спектром минеральных удобрений.
«Технологическая гибкость производственных линий позволяет в короткие сроки переходить с выпуска одной марки удобрений на другую и оперативно реагировать на изменение спроса в высокомаржинальных рыночных нишах» (Сергей Середа, первый заместитель генерального директора ПАО «ФосАгро»).
Трейдинговые компании, которые открывает «ФосАгро» в рамках своей экспортной стратегии по миру, способствуют увеличению продаж, обеспечивают присутствие холдинга на приоритетных рынках за рубежом, позволяют своевременно откликаться на изменение спроса.
Место компании в отрасли
| №1 в мире | по производству высокосортного фосфатного сырья; | |
| №1 в Европе | > по производству фосфорных удобрений; | |
| №2 в мире | ||
| №1 в России | > по производству концентрированных комплексных удобрений; | |
| №2 в Европе | ||
| №1 в Европе | > по производству кормового монокальцийфосфата; | |
| единственный в России | ||
| единственный в России | по производству нефелинового концентрата. | |
В своем секторе «ФосАгро» остается одной из немногих компаний, охватывающих всю технологическую цепочку — от производства основных видов сырья и до сбытовой сети для реализации продукции потребителям. Это позволяет сохранять себестоимость продукции на довольно низком уровне – самом низком в отрасли. «Мы сохраняем позитивный прогноз относительно перспектив «ФосАгро» (аналитическая записка «Газпромбанка»).
География присутствия
В составе Группы «ФосАгро»:
- АО «Апатит» в Череповце (Вологодская обл.) с филиалами в Кировске (Мурманская обл.) и Балаково (Саратовская обл.);
- АО «Метахим» (Ленинградская обл.);
- ООО «ФосАгро-Транс»;
- ООО «ФосАгро-Регион»;
- АО «НИИ по удобрениям и инсектофунгицидам имени профессора Я. В. Самойлова».
Продукция «ФосАгро» экспортируется в более чем 100 стран Европы и Азии, Южной и Северной Америки, Африки, ее знают и ценят во всем мире. Компания присутствует на крупнейших рынках удобрений, а также имеет возможность эффективно управлять рисками, политическими и кредитными, что возникают иногда при ведении деятельности за рубежом.
 Рис. 1. «ФосАгро» на карте мира. Источник: сайт компании
Рис. 1. «ФосАгро» на карте мира. Источник: сайт компании
Российский рынок для компании остается приоритетным. У него обширный потенциал. В развитие собственной сети сбыта на российской территории компания вкладывала значительные инвестиции, благодаря чему на сельскохозяйственном рынке страны стала крупнейшим поставщиком удобрений.
Ресурсы компании позволяют полностью покрыть все потребности в сырье (апатитовый концентрат), аммиаке. От российских поставщиков компания получает серу, калий, природный газ, недостающую электроэнергию (40% обеспечивается собственными силами). Так что от поставок импортного сырья компания не зависит.
Зарубежные рынки «ФосАгро» освоила давно и успешно. Сегодня она в числе пяти крупнейших в мире производителей фосфорсодержащих удобрений.
 Рис. 2. Крупнейшие мировые производители фосфорсодержащих удобрений.
Рис. 2. Крупнейшие мировые производители фосфорсодержащих удобрений.
Источник: сайт компании
Компания продолжает активную деятельность на приоритетных рынках Европы, Латинской Америки и Азии. Спрос там сохраняется значительный, а собственных запасов фосфатного сырья недостаточно.
Социальные программы
Компания стремится содействовать устойчивому социальному и экономическому развитию тех регионов, где развернута деятельность предприятий группы, реализуя многочисленные социальные программы по поддержке образования.
Последние создаются на базе программы «Дрозд». В таких классах можно получить углубленные знания по основным учебным предметам, а в дополнение заняться изучением планирования карьеры, экономики, менеджмента, этики и социальной ответственности. Здесь же даются основы корпоративной культуры, а на базе ведущих отечественных вузов дети занимаются лабораторно-исследовательскими работами по физике и химии. Тут тысячи детей не только получают отличное образование и профориентацию, но и занимаются спортом. Многочисленные спортивные проекты позволяют молодым спортсменам подготовиться к региональным соревнованиям, чтобы выйти впоследствии на уровень российских и европейских чемпионатов.
О перспективах
Тот факт, что «ФосАгро» удалось добиться значительных успехов в реализации всех стратегических целей, актуализация долгосрочной стратегии признана необходимой. Меняются тенденции на рынке, компания стремится к увеличению своей стоимости и укреплению конкурентных преимуществ, основой которой должны послужить низкие производственные издержки. В приоритетах у новой «Стратегии-2020»:
- сохранение низкой себестоимости производства удобрений;
- расширение производственных мощностей, позволяющих гибко реагировать на рыночную конъюнктуру;
- продвижение продуктового ассортимента Группы на приоритетных рынках.
«Впереди грандиозные планы по развитию «ФосАгро». Наша роль в мировой цепочке производства продуктов питания будет только возрастать, так как мы делаем высококачественную продукцию» (Андрей Гурьев).
Понравилась статья? Тогда поддержите нас, поделитесь с друзьями и заглядывайте по рекламным ссылкам!
Источник
Модернизация производств фосфорсодержащих удобрений: цели, решения и методология комплексного подхода
Авторы: А.М. Норов, С.В. Иванычев, Е.В. Козлова (АО «НИУИФ»).
Опубликовано в журнале Химическая техника №7/2018
Как уже неоднократно указывалось, развитие крупнотоннажного производства фосфорсодержащих удобрений на территории бывшего СССР за последние тридцать с лишним лет осуществлялось в основном за счет модернизации существующих мощностей [1, 2]. И хотя в настоящее время в ряде ведущих компаний России, Белоруссии, Казахстана, Литвы, Узбекистана, и других стран довольно активно прорабатываются вопросы проектирования и строительства новых производственных мощностей по выпуску комплексных фосфорсодержащих удобрений, техническое перевооружение и реконструкция действующих цехов по-прежнему будет иметь очень большое значение для развития отрасли. АО «НИУИФ» – старейший и единственный в России специализированный научно-исследовательский и проектный институт по фосфорсодержащим удобрениям за свою почти 100-летнюю работу накопил значительный опыт по этим вопросам.
Целями модернизации (или технического перевооружения) производства чаще всего являются [1, 2]:
- увеличение производительности;
- расширение ассортимента продукции;
- улучшение качественных показателей продукции;
- повышение надежности работы технологических ниток, снижение простоев;
- уменьшение себестоимости продукции, снижение расходных норм по сырью и энергоресурсам;
- улучшение экологических показателей;
- использование других видов сырья, различного рода добавок и пр.
- и другие.
Зачастую стараются достигнуть сразу нескольких целей из числа перечисленных, поэтому разрабатываемые технические решения по реконструкции должны носить комплексный характер. В основе комплексного подхода, применяемого АО «НИУИФ» при модернизации производств, лежит следующая схема (рис. 1).
 Рис. 1. Блок-схема комплексного оказания услуг при проведении модернизации производств
Рис. 1. Блок-схема комплексного оказания услуг при проведении модернизации производств
После определения целей и задач модернизации проводится комплексное обследование (аудит) всех стадий и узлов производства с целью выявления «узких» мест. Далее проводится анализ полученных результатов, на основании которого с учетом опыта работы наиболее эффективных предприятий отрасли и новейших научно-технических достижений разрабатываются и согласовываются с заказчиком технические решения. При подготовке решений очень важно учитывать тот факт, что в реальном технологическом процессе все стадии тесно связаны друг с другом, и изменения в какой-либо одной неизменно влекут за собой изменения во всех других стадиях. Поэтому при разработке технических решений эту взаимосвязь и взаимозависимость необходимо учитывать, не замыкаясь в рамках одной стадии, а наоборот, ясно представляя весь технологический процесс в целом. Именно это и является одной из составляющих комплексного подхода, реализуемого АО «НИУИФ» при разработке научно-технической продукции.
Основными стадиями в производстве комплексных минеральных удобрений являются:
- прием, подготовка, складирование и подача в производства сырья;
- нейтрализация;
- гранулирование;
- сушка;
- рассев и дробление;
- охлаждение;
- кондиционирование;
- складирование, дообработка и отгрузка;
- очистка газов.
Предлагаемые АО «НИУИФ» технические решения по каждой из этих стадий изложены в работе [1], здесь же кратко рассмотрим наиболее значимые из них.
- Нейтрализация. В зависимости от концентрации исходных кислот и марок выпускаемых удобрений возможны различные варианты схемы нейтрализации:
- одностадийная;
- двухстадийная (в том числе и с промежуточной упаркой пульпы);
- нейтрализация с раскислением (смешиванием концентрированных кислот с пульпой или двух пульп с разной степенью нейтрализации).
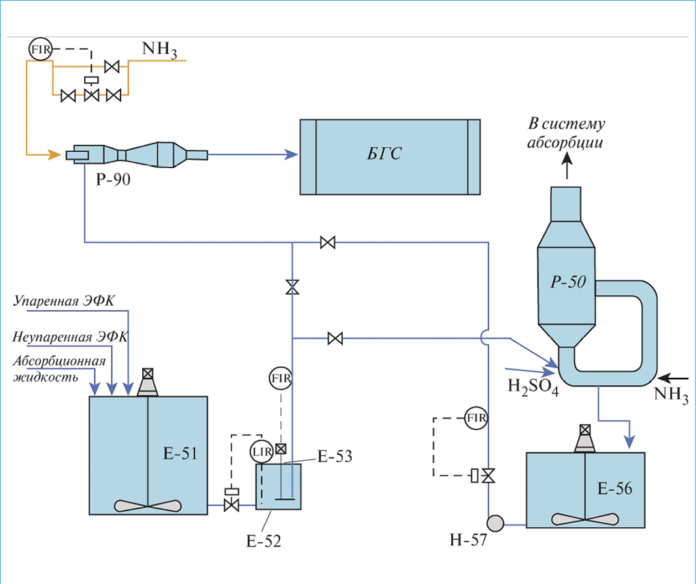
 Рис. 2. Универсальная (комбинированная) схема нейтрализации с использованием аппарата САИ
Рис. 2. Универсальная (комбинированная) схема нейтрализации с использованием аппарата САИ
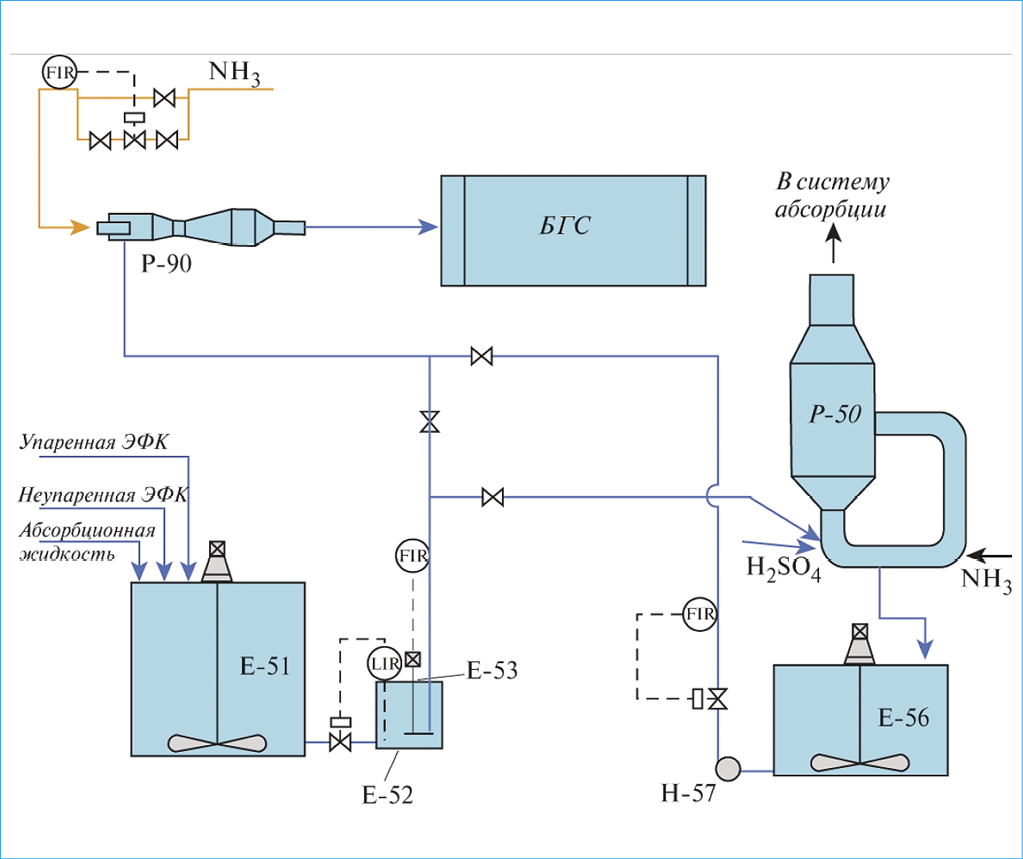 Рис. 2. Универсальная (комбинированная) схема нейтрализации с использованием аппарата САИ
Рис. 2. Универсальная (комбинированная) схема нейтрализации с использованием аппарата САИСравнительный анализ различных схем нейтрализации выполнен в работах [3, 4]. АО «НИУИФ» часто предлагает (особенно для гибких технологических схем) универсальные (или комбинированные) схемы нейтрализации, которые позволяют работать как в одностадийном, так в двухстадийном режиме. Пример таких схем приведен на рис. 2, 3.
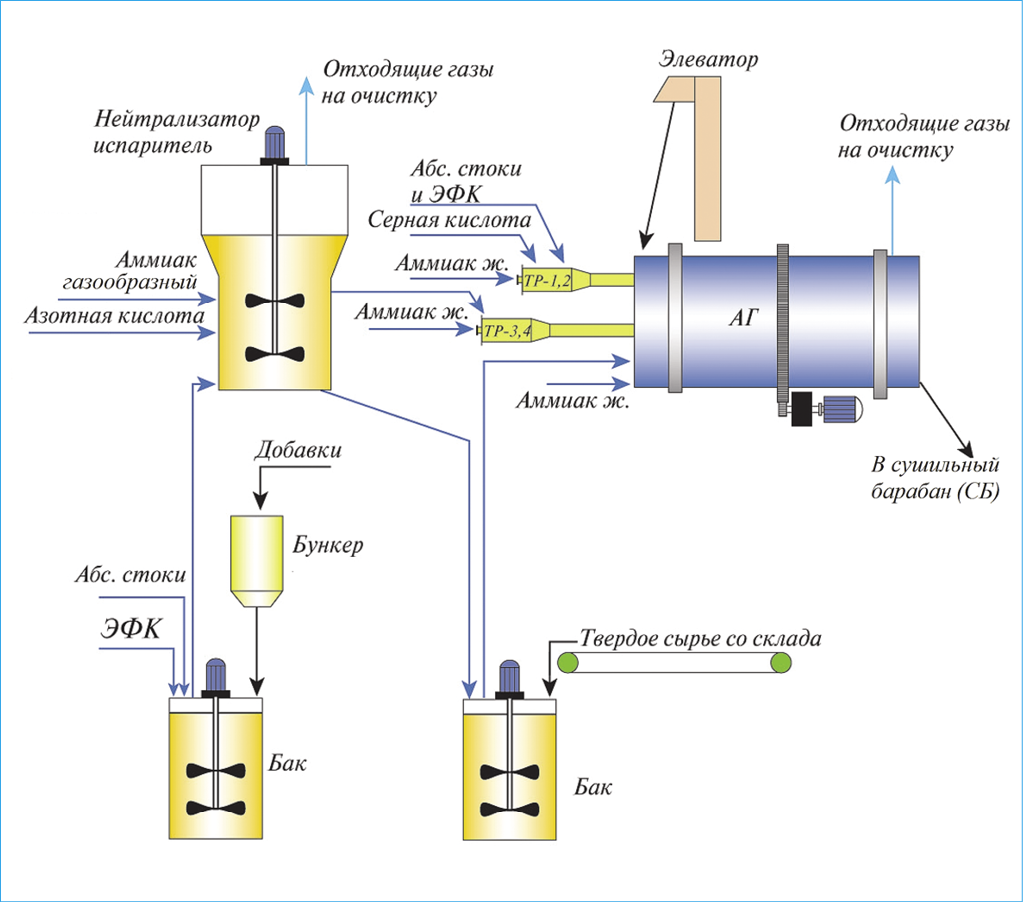 Рис. 3. Универсальная (комбинированная) схема нейтрализации с использованием аппарата ПН
Рис. 3. Универсальная (комбинированная) схема нейтрализации с использованием аппарата ПН
На первой стадии обычно используют емкостные реакторы с перемешивающим устройством либо аппараты САИ (скоростные аммонизаторы-испарители), на второй – трубчатые (струйные) реакторы (ТР). Применение ТР в производствах минеральных удобрений при переработке концентрированных кислот позволяет получить пульпы влажностью 4–10%, что в свою очередь интенсифицирует технологический процесс, снижает ретурность и удельные расходы энергоресурсов, повышает производительность и т.д.
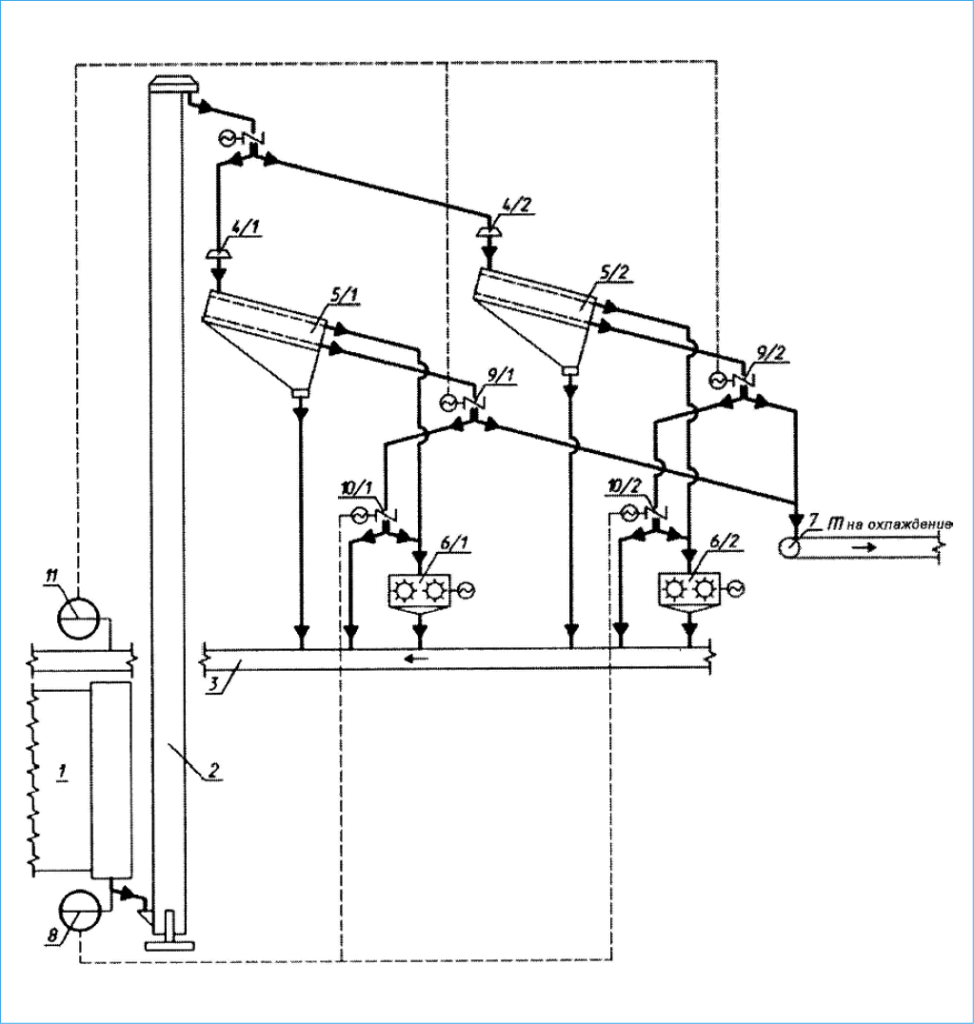 Рис. 4. Принципиальная схема узла рассева–дробления с возможностью регулирования процесса гранулирования:
Рис. 4. Принципиальная схема узла рассева–дробления с возможностью регулирования процесса гранулирования:1 – БГС; 2 – элеватор; 3 – конвейер ленточный ретура; 4/1, 4/2 – виброраспределитель; 5/1, 5/2 – виброгрохот; 6/1, 6/2 – дробилка цепная; 7 – конвейер ленточный готового продукта; 8 – автоматический анализатор грансостава; 9/1, 9/2, 10/1, 10/2 – шибер (заслонка) с дистанционным управлением; 11 – ретурные весы
На рис. 4 показана перспективная схема рассева–дробления, с помощью которой можно регулировать процесс гранулирования [5]. По данному способу шихта после БГС или СБ элеваторами подается на два виброраспределителя, с помощью которых равномерно распределяется по ширине сеток виброгрохотов, на которых рассеивается на фракции. Мелкая фракция из-под нижних сит поступает непосредственно в ретур, а товарная фракция заслонками с дистанционным управлением делится на две части: одна поступает на транспортер готового продукта и далее следует на охлаждение и т.д., вторая часть направляется в ретур. В свою очередь, направляемая в ретур часть товарной фракции заслонками с дистанционным управлением делится на два потока, один из которых напрямую направляется на ретурный конвейер, а второй предварительно измельчается в цепных дробилках, а затем также поступает в ретур. На эти же цепные дробилки поступает и крупная фракция с верхних сит грохотов, после измельчения подаваемая в ретур. Частота вращения роторов цепных дробилок (т.е. интенсивность измельчения) и количество товарной фракции, направляемой на дробление, автоматически регулируется частотными регуляторами и управляемыми заслонками на основании показаний автоматического анализатора грансостава, который фиксирует укрупнение или образование мелкой фракции.
Такая схема узла рассева–дробления позволяет регулировать и стабилизировать гранулометрический состав удобрений без вмешательства в основные технологические параметры процесса: температуру, степень нейтрализации и т.д., изменение которых может негативно влиять на другие показатели – производительность, качество продукта, экологические показатели и др. Следует подчеркнуть, что для реализации такой схемы необходимо выполнить предложенную выше схему установки: 1 грохот – 1 дробилка.
Охлаждение и кондиционирование. В качестве охладителей готового продукта обычно используются либо конвективные аппараты (вращающиеся барабаны охладители, охладители кипящего слоя (КС)), либо кондуктивные аппараты, в которых охлаждение осуществляется водой через стенку охлаждающих элементов (обычно пластин или труб) из нержавеющей стали. Конвективные охладители имеют большую производительность, высокий коэффициент теплопередачи, в них одновременно происходит и обеспыливание продукта, выравнивается поверхность гранул и снижается пылимость. Однако они требуют значительных затрат на подачу и очистку теплоносителя (воздуха).Кондуктивные (водяные) охладители имеют значительно меньшие энергетические затраты на эксплуатацию, для них не требуется очистка больших потоков отходящих газов. Вместе с тем они более металлоемки, требуют организации водяного цикла с охлаждением, в них не происходит обеспыливания продукта. С нашей точки зрения, кондуктивные водяные аппараты следует применять для доохлаждения продукта после охладителей КС (или барабанов).В случае, когда для нейтрализации ЭФК может быть использован аммиак давлением не более 3 атм. (емкостные нейтрализаторы, аппараты САИ), целесообразно использовать холод от испарения жидкого аммиака для охлаждения воздуха, подаваемого в барабанный охладитель или охладитель КС в теплое время года [3, 4]. Холод от испарения аммиака можно использовать и для охлаждения воды, подаваемой в кондуктивный водяной охладитель. При этом испарение можно производить при более высоких температурах, газообразный аммиак будет иметь более высокое давление, и его можно перерабатывать не только через емкостные нейтрализаторы и САИ, но и через ТР.Каждый способ охлаждения имеет свои преимущества и недостатки, и выбор схемы охлаждения и типа аппарата зависит от многих факторов: свойств продукта, климатических условий, возможностей и состояния конкретного производства и т.д.
Нанесение на поверхность гранул кондиционирующей смеси для улучшения свойств удобрений – снижения слеживаемости и пылимости – рекомендуется производить в специальных барабанах-кондиционерах, но для этих целей можно использовать и барабанный охладитель, и охладитель КС [6].
Очистка газов. Специалистами АО «НИУИФ» разработаны высоэффективные двух- и трехступенчатые системы очистки газов в производствах минеральных удобрений и фосфорной кислоты [7], где в качестве первых и вторых ступеней обычно используются полые башни и абсорберы Вентури с высокой плотностью орошения, а в качестве третьей ступени – абсорбер АПС (аппарат пенный скоростной) [8], высокоэффективный аппарат с внутренней циркуляцией жидкости и относительно небольшим гидравлическим сопротивлением. Абсорбер АПС может также использоваться в качестве пылеуловителя в системах аспирации; кроме того, он обладает хорошими брызгоулавливающими свойствами. На рис. 5 приведена принципиальная схема системы абсорбции после БГС в производстве минеральных удобрений.
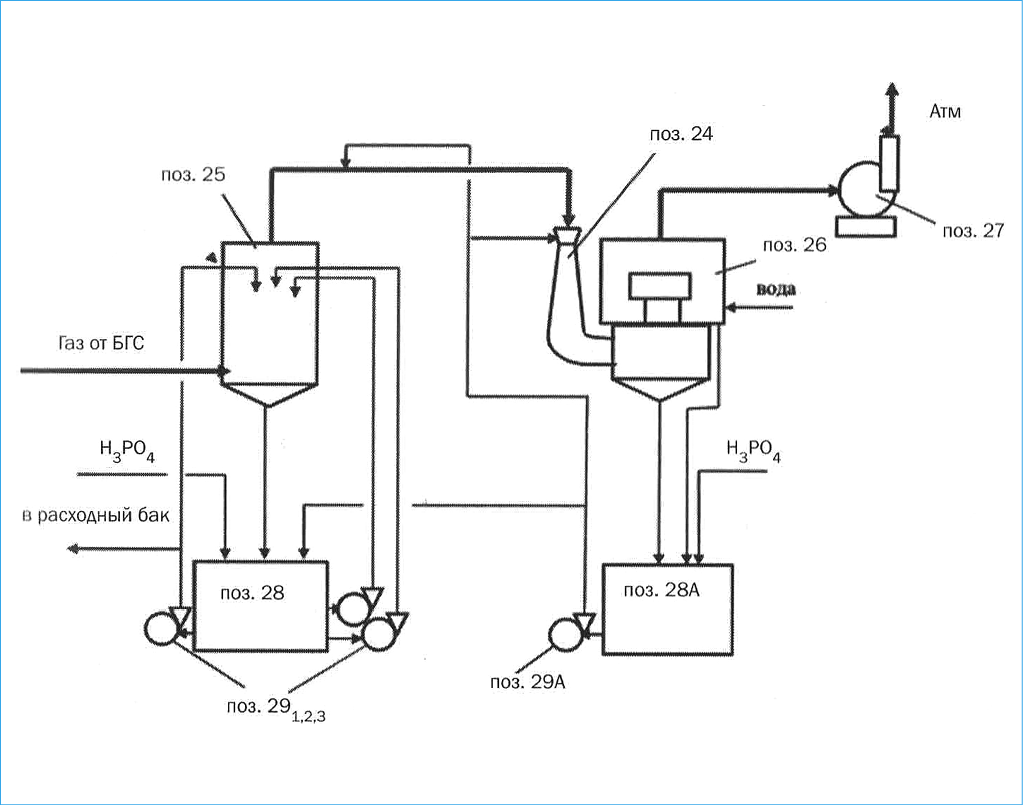 Рис. 5. Принципиальная схема системы абсорбции после БГС в производстве минеральных удобрений:
Рис. 5. Принципиальная схема системы абсорбции после БГС в производстве минеральных удобрений:
25 – полый абсорбер; 26 – абсорбер АПС; 24 – абсорбер Вентури; 28, 28А – баки; 291,2,3, 29А – насосы; 27 – вентилятор
Особо следует отметить, что все разработки АО «НИУИФ», особенно за последние годы, изначально были ориентированы на соблюдение принципов наилучших доступных технологий (НДТ) с учетом обеспечения следующих показателей [9]:
- минимального негативного воздействия на окружающую среду;
- высокой степени использования сырьевых ресурсов;
- энергосбережения;
- экономической эффективности;
- использования передового оборудования;
- применения гибких технологий.
Все эти показатели тесно взаимосвязаны друг с другом, и для их достижения требуется комплексный подход.
Технические решения, разрабатываемые АО «НИУИФ» для производств удобрений, предусматривают:
- отсутствие твердых отходов;
- отсутствие стоков;
- наиболее полное использование тепла химических реакций;
- эффективную пылегазоочистку;
- высокую степень использования сырья, низкие потери;
- высокую производительность;
- оптимальный подбор современного передового энергосберегающего оборудования;
- переработку отходов;
- и др.
Соответствие принципам НДТ всегда было характерной особенностью работы АО «НИУИФ», даже в те времена, когда еще официально не существовало такого понятия.
Особо следует остановиться на гибких технологиях, под которыми обычно подразумевают процесс производства фосфорсодержащих удобрений на одной технологической линии, обеспечивающей любые потребности сельскохозяйственных производителей как на внутреннем, так и на внешнем рынках [10]. При этом также должны обеспечиваться:
- высокое качество производимых удобрений;
- отсутствие стоков и твердых отходов;
- эффективная очистка газов;
- высокая производительность;
- низкие энергозатраты;
- возможность переработки фосфатного сырья различных месторождений либо их смесей.
Основные преимущества гибких технологий:
- обеспечение выпуска широкого ассортимента продукции;
- возможность быстрой переналадки под выпуск любой марки удобрений из перечня освоенных.
Несмотря на то, что затраты на создание гибкой технологической схемы могут быть несколько выше, чем предназначенной под выпуск монопродукта, гибкие технологии в большей степени способствуют достижению целей и принципов НДТ. Производство востребованного ассортимента различных марок удобрений на одной технологической нитке по гибкой технологии, безусловно, обусловливает меньшие капитальные затраты, меньшее воздействие на окружающую среду и меньшие энергозатраты, чем выпуск их на нескольких специализированных под монопродукты производственных мощностях. Типичным примером гибкой технологии является представленная на рис. 6 схема производства комплексных нитратсодержащих удобрений [11]. В завершение еще раз хочется сказать, что для АО «НИУИФ» стратегия комплексного подхода является основополагающей при решении научно-производственных задач и составляет отличительную особенность института. Это проявляется на нескольких уровнях (рис. 7):
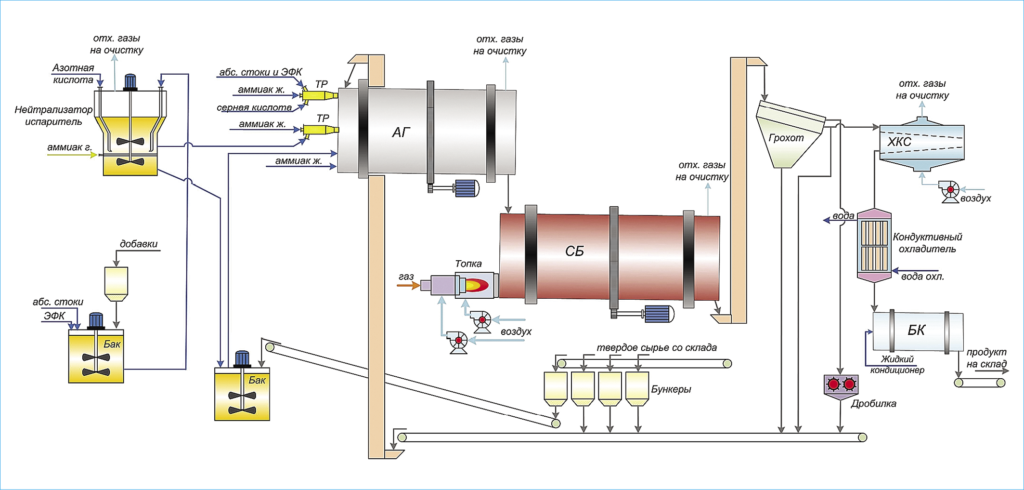 Рис. 6. Гибкая технологическая схема производства фосфорсодержащих удобрений
Рис. 6. Гибкая технологическая схема производства фосфорсодержащих удобрений
- Учет тесной взаимосвязи и взаимозависимости всех стадий и показателей технологического процесса при разработке технических решений. Это достигается благодаря квалифицированному персоналу, многолетнему опыту, накопленному в институте и передающемуся от старшего поколения к младшему, наличия фонда трудов, в котором сосредоточены результаты научных исследований и технических разработок за многие годы, наличию собственной научно-исследовательской базы, тесной взаимосвязи с ведущими научными учреждениями и университетами России и зарубежья, постоянной работе с предприятиями отрасли, постоянному обучению и повышению квалификации кадров, освоению смежных профессий и подготовке универсальных кадров, участию в международных конференциях, выставках, семинарах и других мероприятиях. В принципе здесь можно говорить о сложившейся научно-производственной школе АО «НИУИФ»;
- Наличие высококвалифицированных специалистов по всем ключевым производствам: добыча и обогащение сырья, серная кислота, экстракционная фосфорная кислота, минеральные удобрения, кормовые, технические очищенные соли, переработка фтористых соединений, переработка и размещение отходов и др. Это позволяет заниматься в рамках одного института комплексным развитием предприятий отрасли;
- Сочетание в одном институте высококвалифицированных научных и проектных кадров позволяет комплексно выполнять широкий спектр работ: проведение научно-исследовательских и поисковых работ, разработка и модернизация технологий (физико-химические основы, основные технические решения, исходные данные для проектирования, базовые проекты), проведение обследований и опытно-промышленных испытаний, разработка проектной и рабочей документации, участие в пуске и освоении производства и пр.
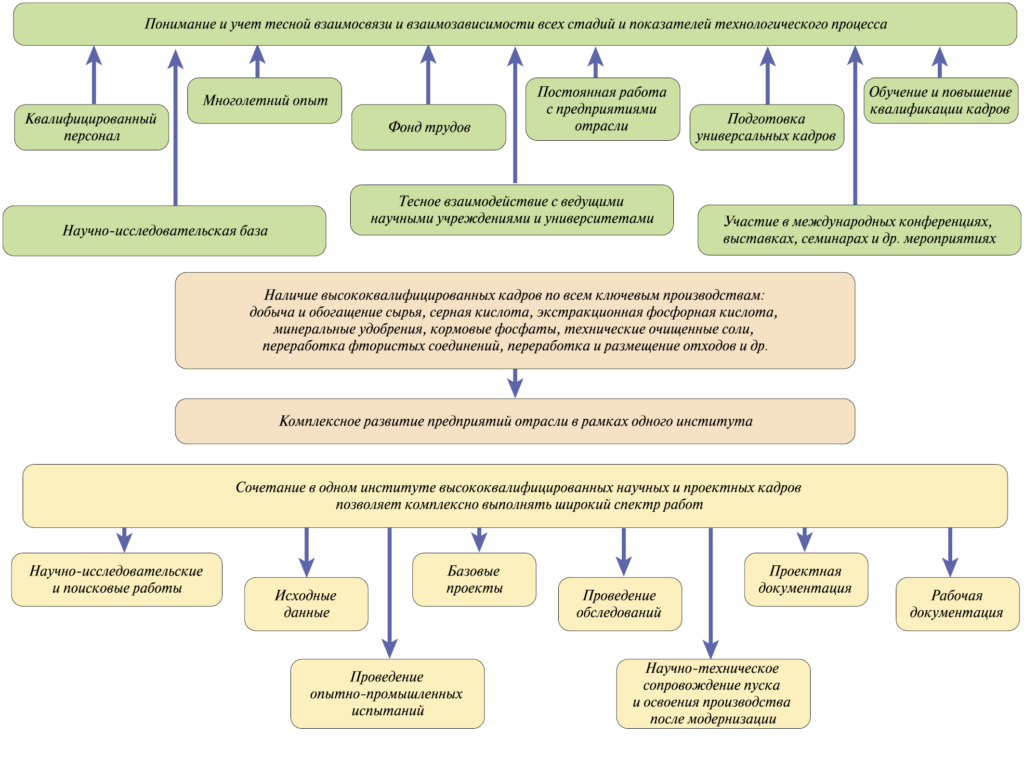 Рис. 7. Основные составляющие комплексного подхода АО «НИУИФ» к решению научно-производственных задач
Рис. 7. Основные составляющие комплексного подхода АО «НИУИФ» к решению научно-производственных задач
В совокупности это и составляет основу стратегии комплексного подхода к решению научно-производственных задач АО «НИУИФ».
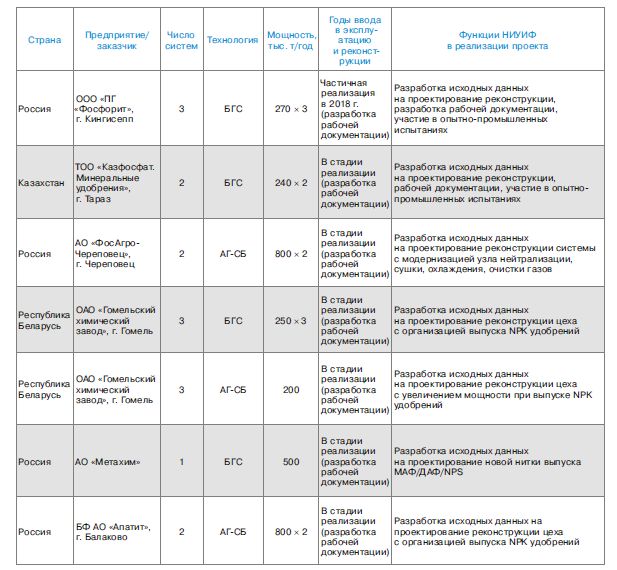
В таблице показаны некоторые из работ АО «НИУИФ» в области производства минеральных удобрений, выполненных за последние годы.
АО «НИУИФ» всегда готово сотрудничать на взаимовыгодных условиях.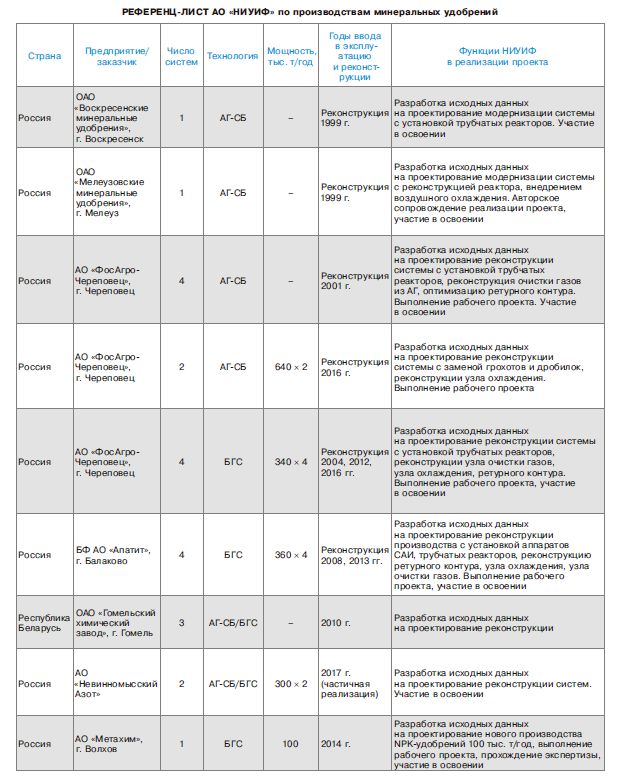
Источник